FFF 3D 프린터를 이용한 DfAM 기반 소형선박용 스탠션 지속가능 개발 사례 연구

This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Abstract
In this study, the 3D printing technique called design for additive manufacturing (DfAM) that is widely used in various industries was applied to marine leisure ships of equipment. The DfAM for the stanchion for crew safety was applied to the equipment used in an actual recreational craft. As design constraints, the design alternatives were not to exceed the safety and weight of the existing stainless steel material, which were reviewed, and the production of a low-cost FFF-type 3D printing method that can be used even in small shipyards was considered. Until now, additive manufacturing has been used for manufacturing only prototypes owing to its limitations of high manufacturing cost and low strength; however, in this study, it was applied to the mass production process to replace existing products. Thus, a design was developed with low manufacturing cost, adequate performance maintenance, and increased design freedom, and the optimal design was derived via structural analysis comparisons for each design alternative. In addition, a life-cycle assessment based on the ISO 1404X was conducted to develop sustainable products. Through this study, the effectiveness of additive manufacturing was examined for future applications in the shipbuilding industry.
Keywords:
Design for additive manufacturing, Equipment of recreational crafts, Fused filament fabrication키워드:
적층가공 고려 설계, 소형선박 의장품, 융용 필라멘트 제조1. 서 론
최근 중소기업이나 일반 소비자층을 위한 데스크탑형 3D 프린터 보급이 활발히 이루어지고 있는 가운데, 비용의 한계로 기술 도입이 어려웠던 소형선박 분야에 대해서도 새로운 생산혁신 패러다임으로 3D 프린팅에 대한 적용이 증가하고 있다. 최근 3D 프린팅 기술은 설계 분야와 연계하여 적층가공 고려 설계(DfAM, Design for Additive Manufacturing)분야로 특화되어 다양한 연구가 진행되고 있다. 특히, 최근과 같이 COVID-19로 통상적인 물류가 운영되지 못하는 환경에서 실시간 현장 제작 및 비대면 생산이 가능한 3D 프린팅 기술의 활용도는 점차 높아질 것으로 예상된다. 또한, 최근 산업현장에서 제시되는 3D 프린팅의 대표적 단점인 대량 생산 불가, 높은 재료비 등 경제적 문제 또한 적층가공 고려 설계와 장비의 시스템화를 통해 개선되고 있으며 초기 설계 방향 수립, 형상 자유도를 고려한 최적설계, 격자구조를 적용한 중공 경량 설계 등 적층가공 공법의 효용성을 확인한 연구가 수행된 바 있다 (Renjith & Kremer, 2020; Yoo, 2014).
레저선박 및 대형선박 등 조선해양분야와 관련한 스마트 생산 연구는 주로 제품의 경량화 (Oh et al., 2018; Jang & Kim, 1998), 프로젝트 관리 효율성 향상 (Mackley, 2014), 생산계획 정확도 향상 (Lee et al., 2014), 가상 설치공정 시뮬레이션 (Li et al., 2019) 등 생산성 향상을 위한 연구들이 주를 이루고 있다. 생산장비 관련해서는 다양한 공정 자동화 시스템 및 장치(Ryu et al., 2018; Hyun et al., 2019) 등이 개발된 바 있으나, 생산혁신을 위한 3D 프린팅 적용이나 자율생산 시스템 등의 사례는 아직까지 부족한 실정이다. 최근 들어 자동차, 항공분야를 중심으로 적층가공 기술 접목이 증가하는 추세이지만 일부 선진국의 선도업체들에서만 성공사례가 발표되고 있으며 국내에서는 프로토타입 개발 등 단순적용 수준에 머물러 있다. 이에 본 논문에서는 적층가공 기법의 적용성을 판단하기 위해 소형선박의 의장품을 대상으로 적층가공 지속가능 설계 기술을 적용하고 그 효용성을 확인해보고자 한다.
2. 적층가공을 고려한 지속가능 설계 및 생산
2.1 적층가공 고려 설계
제품 개발 과정 중 최종 사양이 결정되지 않은 경우에는 CNC(Computer Numerical Control)와 3D 프린팅 공법이 널리 사용된다. 두 공정 모두 래피드 프로토타이핑(rapid prototyping) 시제품을 지연 없이 빠르게 제작할 수 있다는 특징이 있으나 소요되는 제작 시간과 비용, 형상 자유도 등에서 많은 차이점을 갖고 있다. 아직까지는 CNC로 대표되는 절삭가공법(subtractive manufacturing)이 더 널리 사용되고 있으나 최근 들어 3D 프린팅 장비의 대중화로 3D 프린팅 역시 그 활용도가 빠르게 증가하고 있다.
적층가공 생산기법(additive manufacturing)의 한 부류인 3D 프린팅 기술은 프린팅 장비의 활용만으로도 생산비용 절감, 기간 단축에 큰 장점을 가지고 있으며, 관련하여 최근에는 최적화된 제품 개발 노력의 일환으로 적층가공 고려 설계(DfAM)연구가 진행되고 있다. DfAM은 문자 그대로 적층가공 생산기법을 고려한 설계를 의미하며, 제작하고자 하는 제품이 적층가공 기법이 적용되었을 때를 고려한 제품의 형상, 구조, 제작비, 제작시간, 환경성 등을 최적화한 설계를 수행할 수 있다는 개념이다. 하지만 실제 제조 현장에서 제품 개발에 적용하였을 경우 제작 시간, 제작된 제품의 마감을 위한 후처리 등 부가적인 공정과 시간이 소요되어 기존 대량생산 공정을 대체하기 위한 목적에서는 한계점을 가지고 있다.
그러나 적층가공은 기존의 절삭가공 기반의 공정을 벗어난 혁신적인 생산방법으로, 적층가공 고려 설계를 통해 기존에는 불가능했던 제품 디자인의 한계를 극복할 수 있으며, 높은 자유도의 제품 구현이 가능하고 더 적은 재료로도 향상된 기능을 갖는 제품의 실현이 가능해진다. 기존 절삭가공법에서는 구현하기 어려웠던 언더컷, 다수의 기능축, 다중부품구조, 중공구조 등을 자유롭게 적용할 수 있는 장점이 있다. 이러한 환경에서 최적의 제품 개발을 위해 최근 다시 각광받는 기술이 위상최적설계기법(topology optimization design)이다. 위상최적설계는 주어진 설계 영역(design space)에서 주어진 제약조건에 따라 재료의 배치를 결정하는 방법 (Zhou & Rozyany, 1991)으로 본 연구에서는 소형선박 의장품 경량화를 목표로 탑승자 안전을 위한 가드레일 스탠션(guardrail stanchion)에 대해서 위상최적설계를 적용하였다. 위상최적설계 기법은 자유로운 형상의 제작이 가능한 적층가공 기법과 함께 제네러티브 디자인(generative design)의 형태로 발전 하였다. Autodesk社, Dassault Systemes社 등 유수의 3D 설계 소프트웨어 업체들은 최신 버전 업데이트로 설계자를 위한 위상최적화 적용 기법인 제네러티브 디자인을 제공하고 있으며, 이를 통해 최적의 설계 대안을 선택할 수 있다. Fig. 1은 제네러티브 디자인을 통한 결과 사례를 보이고 있다 (Kazi et al., 2017). 이러한 설계 대안은 기존의 절삭가공에서는 제작비용 및 기간 등의 이유로 생산성의 한계가 존재하기 때문에 설계 자체는 우수하나 생산으로 이어지기 어려운 결과라 할 수 있다. 이에 아직까지 위상최적화가 적용된 제네러티브 디자인 결과는 통상 제품의 초기 형상 결정시에 참고 자료로 고려되는 것이 일반적이다.

Examples of generative designs of a bike frame case (Kazi et al., 2017)
적층가공 시 초기 설계안을 바탕으로 설계자는 실제 제품 형상을 최종결정 할 수 있으며, 이때 제작시간과 소요되는 재료량을 고려한 설계가 필요하다. Table 1 (Wohlers Associates, 2018)과 같이 적층가공으로 제작되는 제품은 형상 지지를 위한 재료인 지지대(support)를 필요로 하며 제품 생산 비용 및 가공시간의 대부분은 이러한 지지대 형상 및 소요 재료량과 관련이 있다.

Cases of minimizing support by applying DfAM
대부분 3D 프린팅 장비들은 형상 제작 시 가공시간과 재료량을 최소화할 수 있는 기능을 제공할 수 있으나, 형상 자체에 따른 특징은 개선하기 어렵다. 이에, 적층가공을 고려한 설계 개념이 모델링 시에 반영되어야 하며 대표적으로 둥근 홀의 형상을 물방울이나 사각형, 마름모 등 적층과정에서 제품 형상만으로 지지될 수 있도록 수정하는 등의 개선을 수행한다면 단순한 설계 개선을 통해 제품 적층시간 단축 뿐 아니라 재료 사용의 최소화도 달성할 수 있다.
2.2 지속가능 설계 및 생산 적용 방안
지속가능성은 환경과 관련한 제품 규제가 나날이 증대됨에 따라 1987년 세계환경발전위원회에서 제안된 “환경적으로 건전하고 지속가능한 발전(sustainable development)”에서 대두된 개념으로, 현재 제품 개발과 관련해서는 ISO(International Standard Organization) 14000 시리즈를 통해 관리되고 있다. 해당 규정은 제품을 재료 획득, 제조, 사용, 폐기까지의 전과정(life cycle)을 고려한 제품개발 투명성 제고를 요구하고 있으며, 미국, 유럽 등 선진국에서는 제품개발에 이러한 환경성 평가 적용 및 의무화를 확대하고 있다.
선박과 같이 제작에 많은 인원과 시간이 소요되는 제품 개발에 대해서도 기존과 같이 신뢰성을 고려한 설계와 함께 지속가능성을 고려한 제품 개발에 대한 관심이 증가되고 있다. 선박과 관련한 지속가능성은 국제해사기구(IMO, International Maritime Organization)의 CO2, SOX, NOX 배출 규제 대응을 중심으로 이루어지고 있다. 이는 EEDI(Energy Efficiency Design Index)와 같은 정량지표를 통해 관리되나 이는 주로 선박 운항시 배출가스량에 대한 부분만을 다루고 있다. 본 논문에서 적용하고자 하는 적층가공 공법과 같은 새로운 제조 방식과 설계 기법의 개발, 신공법 적용에 따른 제품에 대해서는 ISO 14040~14044의 전과정평가(LCA, Life Cycle Assessment) 절차에 따른 평가가 필요하다 (Lee et al., 2017). LCA는 제품 전과정에 대한 환경영향도를 정량적으로 파악할 수 있는 방법으로 Gabi, SimaPro와 같은 전용 친환경성 분석 소프트웨어를 활용하거나 SolidWorks sustainability 등과 같은 3D CAD 기반 응용 소프트웨어를 활용하여 해석이 가능하다. Lee and Lee (2006)에 따르면, LCA의 절차는 크게 4단계로 구분할 수 있으며 목적 및 범위 설정, 목록 분석, 영향평가, 전과정 결과해석의 단계를 포함한다. 각 단계는 단방향의 순차적 흐름이 아닌 평가 수행 중 서로 보완 및 수정이 가능한 형태를 갖고 있으며 반복 수행이 필수적이다.
앞서 언급한 바와 같이 현재 적층가공 기법에 맞는 올인원 시스템이 없는 상황에서, 적층가공 설계를 구현하기 위해서는 설계, 최적화 등 개발 단계에 다양한 소프트웨어의 적용 및 산업용 고정밀 3D 프린터가 필요하다. 하지만 본 논문의 적용 대상인 소형선박은 중소형 조선소의 주력제품으로서 연매출 50억 내외의 중소기업이 대부분이다. 이에 본 논문에서는 기존 설계 환경을 활용하고 최소한의 비용과 인력으로 지속가능 제품 개발이 가능한 제품 개발 환경을 위한 연구를 진행하였다.
이에, 본 논문에서는 엔트리급 산업용 FFF(Fused Filament Fabrication) 및 FDM(Fused Deposition Modeling) 3D 프린터인 Stratasys社 F120 장비를 통해 제품 제작을 수행하고 이를 위한 위상최적화 설계는 마이다스아이티社의 무요소 해석 소프트웨어인 MeshFree를 적용하였다. 지속가능성 분석은 Dassault Systemes社의 SolidWorks sustainability를 활용하여 분석하였다. FFF 방식 프린터는 가장 접근성이 높고 널리 사용되는 3D 프린팅 방식으로 비용 효율성이 가장 높은 장비이며, 무요소 해석 소프트웨어는 전문적인 구조해석 엔지니어 없이 설계자가 쉽게 제품에 대한 해석과 평가를 수행할 수 있는 시스템으로 본 제품이 제작되는 소형 조선소 환경에 적합한 구성이라 사료된다.
이어지는 3장에서는 DfAM 적용성 검토를 위한 소형레저선박 의장품 스탠션을 사례로 관련 제품의 규정과 상용 제품의 규격을 분석하고 이를 바탕으로 기존 스탠션 제품의 최적설계를 수행하였다. 이후 무게, 강도, 환경성 분석을 통해 적층가공 공법 적용에 따른 효과를 정량적으로 비교하여 적층가공의 적용가능성을 확인하였다.
3. 스탠션의 지속가능 개발
3.1 스탠션 특성 및 관련 규정
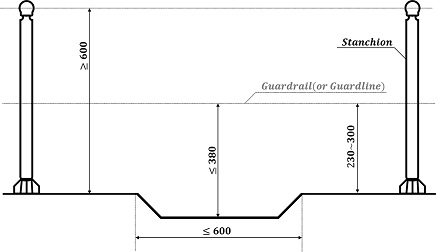
한국산업표준(KS V ISO 15085)에 따르면 소형선박의 선외 추락을 방지하기 위한 안전 장치를 규정하고 았다. 규정된 안전 장치 중 하나인 가드레일의 경우, Table 2와 같이 높이에 따른 요건을 만족해야 하며 이는 낮은 위치 및 높은 위치의 가드레일에 관한 공통 요건(10장) 및 강도 요건(11장), 가드레일 특별 요건(12장)을 고려해야 한다.
List of safety equipment for boats
본 연구에서는 가드레일을 지지하는 고정 구조물인 스탠션을 대상으로 지속가능 설계를 수행하였으며, 스탠션 제품 설계 시 높은 위치의 가드레일 요건을 고려한 600 mm 이상의 길이 제원을 반영하였다. 이어지는 3.2절에서는 KS(2018) 12장에서 제시하는 스탠션(지지대) 강도요건을 반영하여 구조해석을 수행하였다.
기존 제품의 경우 배관용 파이프, 해안지역 설비에 사용되는 316 스테인리스강(stainless steel)을 주 재료로 하며, 국내에서 제작되는 제품의 경우 통상적으로 파이프 형태로 선체 건조단계에서 함께 제작되며, 단가 문제로 인한 저렴한 기능 위주 제품인 반면에 유럽 및 북미의 경우 사용자의 니즈를 반영한 다양한 디자인의 제품이 제작되고 있다.
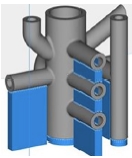
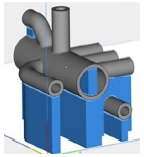
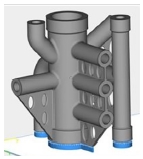
이에 본 연구에서는 수출형 스탠션 개발을 목표로 유럽에서 판매되고 있는 기존 상용 제품 분석을 통해 적층가공 기법을 적용하여 실용성 위주 디자인(Table 31))의 한계를 극복하고 적층 가공이 가능한 형태 및 소재로 구성된 제품 개선을 수행하였다(Table 32),3),4)).
Case of design for additive manufacturing
3.2 적층가공 고려 설계 및 제작
다음 Table 4는 기존 상용 제품을 토대로 설계한 Design A를 기준으로 적층가공을 고려한 설계를 반영한 Design B, C, D 설계 모델을 대상으로 구조해석을 수행한 결과이며, 이를 위해 마이다스아이티社의 무요소 해석 소프트웨어인 MeshFree를 사용하였다.
Design and analysis considering additive manufacturing
재료 물성치 적용을 위해 316 스테인리스강(AISI 316L) 및 적층가공 플라스틱(ABS-M30) 물성치 데이터를 활용하였으며, 스탠션의 볼트 체결위치에 해당되는 베이스(base) 하부에 구속조건을 적용하였다. 하중 조건의 경우 선외 방향에 수직하게 작용하는 수평력에 대응하는 능력이 있어야 함에 따라 가드레일과 만나는 스탠션 기둥(pillar) 최상부에 하중을 적용하였으며, 다음과 같이 KS (2018)의 12장 2절에서 요구하는 스탠션(지지대) 강도요건 기준과 비교를 통해 안전성 검토를 수행하였다.
- (1) 280 N 수평력 받을 시 변형률 50 mm 이하일 것
- (2) 560 N 수평력 받을 시 파손이 없을 것
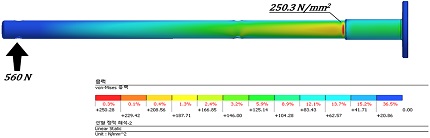
Design A(Table 41))는 배관용 파이프, 해안지역 시설 등에 사용되는 316 스테인리스강을 주 재료로 하는 파이프 형태의 형상적 특징을 가진다. 해석결과의 경우, 280 N 수평력을 받을 시 변형률은 최대 3.5 mm 로 변형률 50 mm 이하 조건을 만족하며, 560 N 수평력을 가할 시 최대 응력 약 250 N/mm2 이 발생하며, 이는 스테인리스강의 인장강도 480 N/mm2 대비 파손이 발생하지 않아 강도요건에 모두 적합함을 확인할 수 있다.
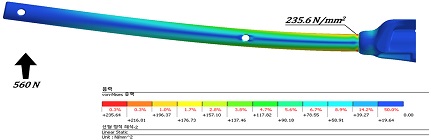
Design B(Table 42))의 경우, 위상최적화를 통한 베이스 형상 개선으로 인해 A 대비 약 24.8 %(195,497.88 → 249,933.62 mm3) 부피가 증가하였으며, 적층가공 적용 가능성을 확인하고자 플라스틱(ABS-M30) 소재를 적용하여 해석을 수행하였다. 구조 해석결과, 280 N 수평력을 받을 시 최대 변형률이 276.4 mm 로 기둥부 변형이 크게 발생하였으며, 560 N 수평력을 받을 시 플라스틱(ABS-M30)의 인장강도 26 N/mm2 대비 파손이 크게 발생(최대 응력: 235.6 N/mm2)하여 스탠션 강도요건은 부적합함을 확인하였다.
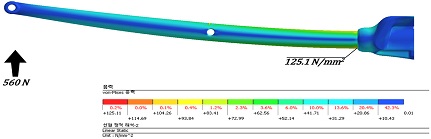
본 연구에서는 수출형 스탠션 개발을 목표함에 따라 유럽에서 판매되고 있는 제품 분석을 수행하였다. Design C(Table 43))의 경우 사용자 니즈를 반영한 디자인적 요소를 고려함에 따라 기존 원통형에서 아치형으로 윗기둥에 디자인적인 특징을 반영하였으며, 플라스틱 소재에 따른 강도요건을 개선하기 위해 내부를 채워 보강하였다. 이에 따른 해석결과는 280 N 수평력을 받을 시 최대 변형률이 131.8 mm 로 기둥부가 변형 되었으며, 560 N 수평력을 받을 시 베이스에 파손(최대 응력: 125.1 N/mm2)이 발생하였다. 스탠션 강도요건은 부적합하나 Design B 대비 개선된 결과를 확인하였다.
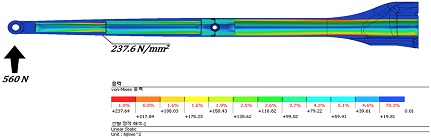
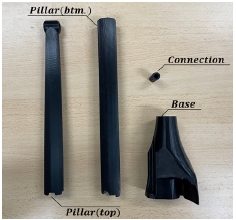
적층가공 플라스틱 소재만으로는 강도요건 개선이 어려움을 확인함에 따라 Design D(Table 44))의 외부 파트는 플라스틱(ABS-M30), 내부 보강재 파트는 316 스테인리스강을 적용하여 설계를 개선하였다. 해석결과의 경우, 280 N 수평력을 받을 시 최대 변위는 6.5 mm 로 변형률 조건을 만족한다. 560 N 수평력을 받을 시 보강재에서 큰 응력이 발생하는 것을 확인하였으며, 최대 응력은 237.6 N/mm2 으로 이는 스테인리스강의 인장강도 대비 파손이 발생하지 않음을 확인하였으며, Design C 대비 개선된 결과를 확인하였다.
결과적으로 개선된 Design D 설계안과 기존 상용 제품을 고려한 Design A 설계안을 비교하였을 때, 질량의 경우 약 17 %(1,569.26 → 1,295.37 g) 감소하였으며, 응력 또한 약 5 %(560 N 수평력 적용 시, 250.3 → 237.6 N/mm2) 감소하여 제품 경량 및 향상된 강도 효과를 확인하였다. 이를 바탕으로 Stratasys社의 F120 장비를 선정하여 적층가공 고려 설계를 반영한 최종 설계안(Design D)에 대한 ABS-M30 시제품 제작을 수행하였다(Table 5). 또한 설계상 질량 예측값(predicted value)와 시제품 질량 실측값(actual value)을 비교한 결과 실측값이 예측값에 비해 약 6 %(357.23 → 335.0 g) 감소하였으며, 전체적으로 질량이 감소하는 경향을 확인하였다.
Comparison of design predicted values and prototype actual values
이는 적층가공 시 사용된 플라스틱인 ABS(Acrylonitrile Butadiene Styrene) 재료 특성 상 녹는점이 높기 때문에 출력을 위한 노즐 및 프린터 내의 높은 온도를 필요로 한다. 따라서 시제품 출력 시 프린터 내 온도가 떨어지거나 가공 완료 후 재료가 식으면서 수축에 의한 변형으로 인해 질량 오차가 발생한 것으로 판단된다. 향후 프린터 챔버 온도, 제품 내부를 채우는 밀도, 적층 두께 등을 고려한 개선 연구를 통해 중소기업 양산 공정에 적합한 최적 조건을 찾아내는 것이 필요하다.
이어지는 3.3절에서는 해당 개선 설계안을 토대로 적층가공의 지속가능성(sustainability)을 고려한 제품 설계 효과를 정량적으로 측정하기 위해 ISO 14040~14044에 기반한 환경영향평가 절차를 활용하여 탄소 발자국(carbon footprint), 수질 부영양화(water eutrophication), 대기 산성화(air acidification), 에너지 소비(energy consumption) 등 환경 영향 범주 요인에 따른 정량적 평가 및 결과 분석을 수행하였다.
3.3 적층가공 기반 설계 제품의 환경영향평가
전과정평가(LCA)는 제품 전과정에 걸친 설계의 환경 영향을 평가하기 위한 도구로서 대상 제품의 환경 영향을 결정 시 제조, 사용 및 제품 폐기에 이르는 전 과정에 대한 평가 수행이 가능하다. 본 논문에서는 ISO 14040에서 제시하는 전과정평가 수행 절차인 ‘목적 및 범위 정의’, ‘전과정 목록 분석’, ‘전과정 영향평가’, ‘전과정 해석’ 과 같이 4단계에 걸쳐 환경 영향 범주에 따른 정량적인 측정 및 결과를 도출하였다.
1) 목적 및 범위 정의(Goal and scope definition)
본 논문에서는 소형 레저선박에서 사용되는 의장품인 스탠션을 대상으로 기존 상용품의 규격 분석 및 견본 모델링을 수행하였다. 기존 상용품을 바탕으로 설계한 Design A(Table 31))를 기준으로 DfAM을 고려한 최적설계(Table 32),3),4)) 수행을 바탕으로 전과정평가를 통해 DfAM 적용에 따른 효과를 정량적으로 분석하고자 이에 제품 전과정에 걸친 환경영향평가를 수행하였다.
2) 전과정 목록 분석(Life cycle inventory analysis)
해당 단계는 전과정 목록 작성 및 관련 데이터를 수집·검증·처리하는 단계라 할 수 있으며, 단위공정에 따른 투입물 및 산출물 데이터를 일정한 기능 단위로 정리하였다.
3) 전과정 영향 평가(Life cycle impact assessment)
전과정 영향 평가를 위한 다양한 소프트웨어가 사용되고 있으며, 본 논문에서는 제품 전과정에 걸친 설계의 환경 영향을 평가할 수 있는 상용 소프트웨어 중 하나인 Dassault Systemes社의 SolidWorks sustainability를 활용하여 전과정 목록 분석 데이터를 기반으로 파라미터 조건을 적용하여 환경영향 계산을 수행하였다. 사용된 재질의 경우 Design A는 316 스테인리스강, Design D는 외부파트(플라스틱, ABS-M30), 내부보강재(316 스테인리스강)로 구분하였다. 제조 공정의 경우 Design A는 선삭(turned), Design D는 선삭(turned) 및 적층가공을 적용 하였으며, 수출형 제품개발을 목표로 하는 관계로 제조 지역은 아시아로 하되 사용 지역은 유럽으로 설정하였으며, 이 밖에 수송(선박, 16,093 km), 수명 종료로 인한 처분(A: 재활용 15 %, 소각 2 %, 매립 83 %, D: 재활용: 2 %, 소각 18 %, 매립 80 %) 등을 적용하였다.
4) 전과정 해석(Life cycle interpretation)
제품 설계 효과를 정량적으로 측정하기 위해 일반적인 환경영향 범주인 탄소 발자국, 수질 부영양화, 대기 산성화, 에너지 소비 등의 환경 영향 측정에 따른 결과 비교 분석을 수행하였다(Table 6).
Sustainable design and analysis about stanchion
기존 상용품을 바탕으로 모델링한 Design A 대비 이를 바탕으로 DfAM을 고려한 재료 및 형상 개선설계를 수행한 Design B에 따르면, 질량의 경우 약 83.6 % 감소하였으며(1,569.26 → 257.28 g) 환경 영향의 경우 탄소 발자국 약 85.4 %(11.0 → 1.6 kg CO2e), 수질 부영양화 약 98.1 %(0.035 → 6.60E-04 kg PO4e), 대기 산성화 약 91.1 %(0.055 → 4.90E-03 kg SO4e), 에너지 소비 약 74.6 %(118.0 → 30 MJ)로 전체적인 결과값은 감소하는 경향을 보인다. 이는 플라스틱으로의 재질 변경에 따른 제조 공정의 변화에 따른 영향이 발생한 것으로, 스테인리스 강 선삭 공정이 적층가공 대비 환경영향을 증가시키는 요인으로 판단된다.
Design B 대비 심미적 디자인 특징을 반영했던 Design C에 따르면, 질량의 경우 약 38.3 %(257.28 → 355.82 g) 증가하였으며, 환경 영향의 경우 탄소 발자국 43.75 %(1.6 → 2.3 kg CO2e), 수질 부영양화 약 40.9 %(6.60E-04 → 9.30E-04 kg PO4e), 대기 산성화 약 40.8 %(4.90E-03 → 6.90E-03 kg SO4e), 에너지 소비 40 %(30 → 42 MJ)로 전체적인 결과값은 증가하는 경향을 보인다. 이는 강도를 보완하기 위한 형상 변경으로 인해 늘어난 재료량에 따른 작업 공정이 증가한 것으로 판단된다.
구조 강도를 만족하기 위해 보강재를 추가하여 최종 개선된 Design D와 기존 상용품 Design A에 따르면, 질량의 경우 약 17.4 %(1,569.26 → 1,295.37 g) 감소하였으며, 환경 영향의 경우 탄소 발자국 20 %(11.0 → 8.8 kg CO2e), 수질 부영양화 약 37.1 %(0.035 → 0.022 kg PO4e), 대기 산성화 약 25.4 %(0.055 → 0.041 kg SO4e), 에너지 소비의 경우 약 7.4 %(118.0 → 109.2 MJ)로 전체적인 결과값은 감소하는 경향을 보인다.
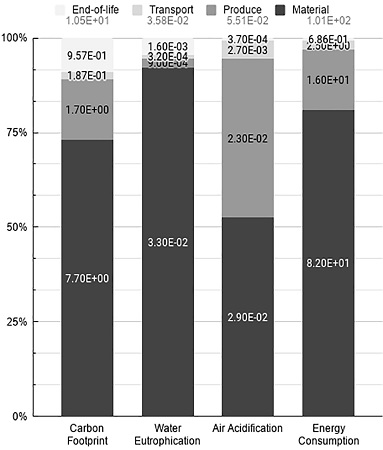
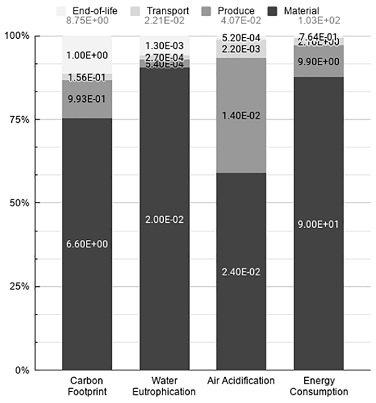
Table 7에서는 환경 영향 범주별 파라미터 조건(재질, 제조공정, 수송, 제품 수명 종료) 요인 분석을 수행하였다. 재질(material)은 사용가능한 재질로 공정하기까지의 에너지 및 소비된 자원을 의미하며, 환경 영향 요인에 가장 큰 발생 비율을 차지하는 것으로 나타났다(A: 평균 약 75%, D: 평균 약 78%).
Chart results of sustainability of design A, D
Design D의 대부분 환경 영향 범주는 감소하는 것으로 나타났으나 에너지 소비(energy consumption) 범주의 경우 A 대비 전체적으로 약 1.98 % 증가하였으며, 이에 대한 영향 요인으로 재질(material)은 약 9.7 %(8.20E+01 → 9.00E+01 MJ) 제품 수명 종료(end-of-life)는 약 11.4 %(6.86E-01 → 7.64E-01 MJ) 증가하였다. 이는 절삭 공정 및 적층 가공을 혼합한 Design D 공정 특성상 제품을 가공하는 3D 프린팅 장비 크기 제한으로 인한 부품 분할이 수반됨에 따라 일부 절삭이 필요한 내부보강재 추가 가공으로 인해 에너지 소비가 증가했을 것으로 판단한다. 또한 제품 수명 종료 요인은 수질 부영향화 범주를 제외한 나머지 모든 범주에서 Design A 대비 향상한 결과를 보이는데 이는 경량화의 효과로 판단되며, 에너지 소비의 경우 혼합 공정인 D 설계안이 재활용, 매립 또는 소각 등의 공정을 거칠 시 많은 에너지 자원이 요구되며 환경에 영향을 줄 수 있는 요인을 가지고 있을 것으로 사료된다.
결과적으로 Design A 대비 개선 설계안 Design D와 비교하였을 때 제품 경량(약 17 %) 및 향상된 강도 효과(약 5 %)를 확인 하였다. 또한 해당 설계안을 토대로 환경영향평가 방법을 활용하여 지속가능성을 고려한 제품 설계 효과를 측정한 결과 대부분 환경 범주에서 환경 영향이 낮아지는 것을 확인하였으며, Design D가 Design A를 대체할 수 있는 설계안임을 확인하였다. 에너지 소비 환경 범주에서 환경 영향이 증가하는 것으로 나타났으나, 이를 해결하기 위해서는 향후 적층 가공 및 절삭 공정의 다양한 조합을 통한 합리적인 분배가 필요할 것으로 판단된다.
4. 결 론
본 연구에서는 적층가공 지속가능설계 연구의 일환으로 소형선박 의장품인 스탠션을 대상으로 기존 상용품 대비 DfAM 설계를 고려한 개선 설계안을 도출하였다. 이를 통해 성능 유지, 디자인의 자유도를 높였으며 각 설계 대안에 관한 구조해석 및 제작시간을 고려한 최적 설계안으로서 기존 상용품 대비 제품경량 및 향상된 강도 효과를 확인하였다. 또한 해당 설계안을 바탕으로 환경영향평가 수행을 통해 지속가능성을 고려한 제품 설계 효과를 측정한 개선 결과 최종 설계안인 Design D가 기존 상용품을 대체할 수 있는 설계안임을 확인하였다. 이를 통해 가장 널리 보급된 FFF 3D 프린터를 이용한 제품 제작을 통해 향후 레저선박, 어선 등 중소조선소와 기자재 업체에도 적용 가능한 적층가공 공법의 적용 가능성을 검토하였다.
추후 양산 공정에 적용하기 위해서는 자유로운 형태가 필요한 곳은 적층 가공을 일부 적용하거나 부피 상 절삭 가공 및 다른 종래 가공법과의 다양한 조합과 생산 비용 및 환경성 등을 고려할 수 있다. 또한 상용 3D 프린터 업체에서 활발하게 진행중인 장비의 양산 시스템화 및 연동기능의 적용이 필요할 것으로 판단된다. 향후에는 3D 프린팅 장비를 고려한 시뮬레이션 모델을 통해 공정 성능을 분석하고 전체 생산비용 절감, 개발기간 단축 등 효율성을 고려한 적층가공을 적용한 최적 선박건조공정 연구를 수행하고자 한다.
Acknowledgments
이 논문은 2021년도 정부(과학기술정보통신부)의 재원으로 한국연구재단의 지원을 받아 수행된 연구임(No. 2019R1G1A1006819)
References
-
Hyun, C.M., Kim, D.K., Mun, S.H., Park, J.S. & Dohr, K.W., 2019. A study on the concave type hull plate forming using induction heating system. Journal of the Society of Naval Architects of Korea, 56(2), pp.128-134.
[https://doi.org/10.3744/SNAK.2019.56.2.128]

- Jang, C.D. & Kim, H.K., 1998. The optimum structural design of the high-speed surface effect ship using composite materials – minimum weight eesign. Journal of the Society of Naval Architects of Korea, 35(2), pp.94-103.
-
Kazi, R.H., Grossman, T., Cheong, H., Hashemi, A., & Fitzmaurice, G.W., 2017. Dream sketch: Early stage 3D design explorations with sketching and generative design. Proceedings of the 30th Annual ACM Symposium on User Interface Software and Technology, 14, pp.401-414.
[https://doi.org/10.1145/3126594.3126662]
- Korean Industrial Standards, 2018, Small craft – man-overboard prevention and recovery(KS V ISO 15085) [Online] (Updated 17 December 2018) Available at: standard.go.kr, [Accessed 23 May 2021].
-
Lee, D.K., Jung, K.S., Oh, D.K. & Kim, B. I., 2017. A study on the case of life cycle assessment for a sustainable design of a composite small craft. Journal of Korean Society of Precision Engineering, 34(11), pp.835-841.
[https://doi.org/10.7736/KSPE.2017.34.11.835]
-
Lee, D.K., Shin, J.G., Kim, Y. & Jeong, Y.K., 2014. Simulation-based work plan verification in shipyards. Journal of Ship Production and Design, 30(2), pp.49-57.
[https://doi.org/10.5957/jspd.2014.30.2.49]
- Lee, J. & Lee, I.K., 2006. Life cycle assessment and recycling for ships. Journal of the Society of Naval Architects of Korea, 43(1), pp.17-21.
-
Li, X., Roh, M.I. & Ham, S.H., 2019. A collaborative simulation in shipbuilding and the offshore installation based on the integration of the dynamics analysis, virtual reality, and control devices. International Journal of Naval Architecture and Ocean Engineering, 11(2), pp.699-722.
[https://doi.org/10.1016/j.ijnaoe.2019.02.010]
- Mackley, C.J., 2014. Reducing costs and increasing productivity in ship maintenance using product lifecycle management, 3D Laser Scanning and 3D Printing. M.Sc. Thesis, Naval Postgraduate School.
-
Oh, D.K., Jeong, S.H. & Jeong, S.H., 2018. Effect of a lightweight hull material and electric propulsion system on weight reduction: application to a 45ft CFRP electric yacht. Journal of the Korean Society of Marine Environment and Safety, 21(6), pp.818-824.
[https://doi.org/10.7837/kosomes.2018.24.6.818]
-
Renjith, S.C., Park, K. & Kremer, G.E.O., 2020. A design framework for additive manufacturing: Integration of additive manufacturing capabilities in the early design process. International Journal of Precision Engineering and Manufacturing, 21, pp.329-345.
[https://doi.org/10.1007/s12541-019-00253-3]
-
Ryu, C. et al., 2018. Manufacturing information calculation system for production automation of 3-dimensional template used to evaluate shell plate completeness. Journal of the Society of Naval Architects of Korea, 55(2), pp.136-143.
[https://doi.org/10.3744/SNAK.2018.55.2.136]
- Wohlers Associates, 2018, The impact of DfAM [Online] (Updated 16 June 2018) Available at: http://www.wohlersassociates.com, [Accessed 21 May 2021].
-
Yoo, D., 2014. Recent trends and challenges in computer-aided design of additive manufacturing-based biomimetic scaffolds and bioartificial organs. International Journal of Precision Engineering and Manufacturing, 15, pp.2205-2217.
[https://doi.org/10.1007/s12541-014-0583-7]
-
Zhou, M. & Rozvany, G.I.N., 1991. The COC algorithm, part II: Topological, geometrical and generalized shape optimization. Computer Methods in Applied Mechanics and Engineering, 89, pp.309-336.
[https://doi.org/10.1016/0045-7825(91)90046-9]